
Our aim is to deliver high quality products in line with our customers' expectations, which is why we continuously improve the production process and meticulously supervise every stage of it.
We have introduced restrictive norms and standards covering the entire production cycle - from the reception of raw materials at the plant, through the remelting and refining process, to the verification tests of the finished product. Thanks to this, our products have been appreciated by the largest companies in the automotive industry.
Each delivery (scrap and alloy additives) is thoroughly checked for radioactivity. The grade of the delivered scrap, its conformity with the order and its chemical composition are checked, as well as the weight of the scrap and alloy additives.

Stage I.
Radioactivity monitoring using Relpol radiometric gates and a radioactive contamination monitor.

Stage II.
Checking the weight of scrap metal and alloy additives using an overhead scale.

Stage III.
Control of grade and chemical composition using SPECTRO's X-ray fluorescence spectrometer and ARL's spark emission spectrometer.

Stage IV.
Sorting of feedstock.

Stage V.
Compacting and storing scrap metal with an ATM scrap baler.
The process follows a technology that has been developed and is constantly being refined. The feed material is loaded onto the shaft of the melting furnace chamber, in which high-energy Kromschroeder burners are installed. During the melting process, liquid metal is produced - this is collected in the bath furnaces and further processed there.



The liquid metal is subjected to a melting process. As the melting furnace bath fills, samples are taken for chemical composition analysis performed using a Thermo Fisher emission spectrometer (ARL 3460). Based on the results obtained, alloying additives are introduced to obtain an alloy grade according to customer specifications. The liquid metal is released for further processing once the required chemical composition has been achieved.



The liquid metal flows through a continuous refining chamber, where it is subjected to a degassing and flotation process. The refining technology uses rotating nozzles that introduce an inert gas (nitrogen) into the liquid metal. This process is designed to remove excess hydrogen and solid impurities.


The filtration process is designed to completely purify the liquid metal from solid contaminants. It is carried out using disposable ceramic foam filters with a density of 30 ppi and dimensions of 12".



BARTZ's STC-type vats are used to transport liquid metal. The vats are first heated and then each vat is set up on a filling station equipped with a tensometer scale. The filling process takes 20-30 min. During this time, the vats are filled with liquid metal to a maximum weight of 6 tonnes.
During the vat filling process, the liquid metal from each smelter is subjected to multiple checks. The checks performed include:
checking the chemical composition using a Thermo Fisher emission spectrometer (ARL 3460)

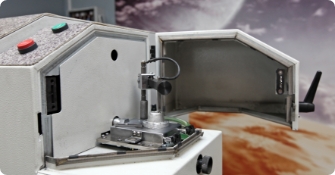
determination of density / density index using MK equipment (vacuum tester and balance for determining density or density index)

temperature control of the liquid metal
We also have the possibility to perform the following quality tests:

Dross test on MK equipment (vacuum tester)

K-mold test (gravity die for liquid metal testing)

analiza zawartości wodoru – metoda Leco

Real-time hydrogen analysis - Alscan device
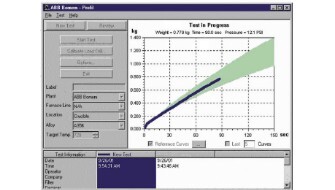
liquid metal purity analysis - PREFIL method
The filled STC vats are transported to the batch refining station, where an additional refining process is carried out. Rotating nozzles introduce an inert gas (nitrogen) into the liquid metal to achieve high purity and low outgassing of the product. The process ends with the collection of oxides from the surface of the liquid metal.


The liquid metal is transported in sealed thermoses positioned on modern, specially adapted vehicles. These vehicles are equipped with one of two types of transport system: with self-unloading capability (transport of two thermal containers) or without self-unloading capability (standard, transport of three thermal containers).
The system with self-unloading capability was developed and implemented with EU funding from the programme to increase the competitiveness of enterprises. It is equipped with hydraulic manipulators that make it possible to tilt the transported thermal containers in order to empty them using a ceramic trough. It is possible to unload the liquid metal both directly into the de-bottling bath furnaces and into the short-range transport vats. The hydraulic manipulator unit is equipped with two independent power systems: one powered by electricity and the other based on the car's hydraulic system.



The process of casting the ingots is carried out on three production lines. The standard product is a three-piece ingot measuring 670 mm long x 100 mm wide x 60 mm high and weighing 8-10 kg. The casting line is equipped with cast-iron moulds, which are automatically filled with liquid metal. Once the mould is flooded, the oxides are removed from the mirror of the liquid metal, resulting in ingots with a high surface quality.
During the casting process, the liquid metal from each melt is subjected to multiple checks. Amongst other things, the following are performed:
checking the chemical composition using a Thermo Fisher emission spectrometer (ARL 3460)

determination of density / density index using MK equipment (vacuum tester and balance for determining density or density index)

temperature control of the liquid metal
We also have the possibility to perform the following quality tests:

Dross test on MK equipment (vacuum tester)

K-mold test (gravity die for liquid metal testing)

Hydrogen content analysis - Leco method

Real-time hydrogen analysis - Alscan device
liquid metal purity analysis - PREFIL method
The cast caterpillars are stacked. During this process, a further quality control step is carried out - a visual assessment of the caterpillar surface. The production process is completed by strapping the stacks together, colour-marking and weighing the stacks. The weight of the stack and the marking system are according to customer requirements..



The finished smelts, packed and labelled according to customer requirements, are deposited in the finished goods warehouse. This stage concludes with the entry of each melt into the computer system, which supervises their issue according to FIFO.



Each delivery (scrap and alloy additives) is thoroughly checked for radioactivity. The grade of the delivered scrap, its conformity with the order and its chemical composition are checked, as well as the weight of the scrap and alloy additives.

Stage I.
Radioactivity monitoring using Relpol radiometric gates and a radioactive contamination monitor.

Stage II.
Checking the weight of scrap metal and alloy additives using an overhead scale.

Stage III.
Control of grade and chemical composition using SPECTRO's X-ray fluorescence spectrometer and ARL's spark emission spectrometer.

Stage IV.
Sorting of feedstock.

Stage V.
Compacting and storing scrap metal with an ATM scrap baler.
The process follows a technology that has been developed and is constantly being refined. The feed material is loaded onto the shaft of the melting furnace chamber, in which high-energy Kromschroeder burners are installed. During the melting process, liquid metal is produced - this is collected in the bath furnaces and further processed there.
The liquid metal is subjected to a melting process. As the melting furnace bath fills, samples are taken for chemical composition analysis performed using a Thermo Fisher emission spectrometer (ARL 3460). Based on the results obtained, alloying additives are introduced to obtain an alloy grade according to customer specifications. The liquid metal is released for further processing once the required chemical composition has been achieved.
The liquid metal flows through a continuous refining chamber, where it is subjected to a degassing and flotation process. The refining technology uses rotating nozzles that introduce an inert gas (nitrogen) into the liquid metal. This process is designed to remove excess hydrogen and solid impurities.
The filtration process is designed to completely purify the liquid metal from solid contaminants. It is carried out using disposable ceramic foam filters with a density of 30 ppi and dimensions of 12".
BARTZ's STC-type vats are used to transport liquid metal. The vats are first heated and then each vat is set up on a filling station equipped with a tensometer scale. The filling process takes 20-30 min. During this time, the vats are filled with liquid metal to a maximum weight of 6 tonnes.
During the casting process, the liquid metal from each melt is subjected to multiple checks. Amongst other things, the following are performed:
checking the chemical composition using a Thermo Fisher emission spectrometer (ARL 3460)
determination of density / density index using MK equipment (vacuum tester and balance for determining density or density index)
temperature control of the liquid metal
We also have the possibility to perform the following quality tests:
Dross test on MK equipment (vacuum tester)
K-mold test (kokila grawitacyjna do badania ciekłego metalu)
Hydrogen content analysis - Leco method
Real-time hydrogen analysis - Alscan device
liquid metal purity analysis - PREFIL method
The filled STC vats are transported to the batch refining station, where an additional refining process is carried out. Rotating nozzles introduce an inert gas (nitrogen) into the liquid metal to achieve high purity and low outgassing of the product. The process ends with the collection of oxides from the surface of the liquid metal.
The liquid metal is transported in sealed thermoses positioned on modern, specially adapted vehicles. These vehicles are equipped with one of two types of transport system: with self-unloading capability (transport of two thermal containers) or without self-unloading capability (standard, transport of three thermal containers).
The system with self-unloading capability was developed and implemented with EU funding from the programme to increase the competitiveness of enterprises. It is equipped with hydraulic manipulators that make it possible to tilt the transported thermal containers in order to empty them using a ceramic trough. It is possible to unload the liquid metal both directly into the de-bottling bath furnaces and into the short-range transport vats. The hydraulic manipulator unit is equipped with two independent power systems: one powered by electricity and the other based on the car's hydraulic system.
The process of casting the ingots is carried out on three production lines. The standard product is a three-piece ingot measuring 670 mm long x 100 mm wide x 60 mm high and weighing 8-10 kg. The casting line is equipped with cast-iron moulds, which are automatically filled with liquid metal. Once the mould is flooded, the oxides are removed from the mirror of the liquid metal, resulting in ingots with a high surface quality.
During the casting process, the liquid metal from each melt is subjected to multiple checks. Amongst other things, the following are performed:
checking the chemical composition using a Thermo Fisher emission spectrometer (ARL 3460)
determination of density / density index using MK equipment (vacuum tester and balance for determining density or density index)
temperature control of the liquid metal
We also have the possibility to perform the following quality tests:
Dross test on MK equipment (vacuum tester)
K-mold test (gravity die for liquid metal testing)
Hydrogen content analysis - Leco method
Real-time hydrogen analysis - Alscan device
liquid metal purity analysis - PREFIL method
The cast caterpillars are stacked. During this process, a further quality control step is carried out - a visual assessment of the caterpillar surface. The production process is completed by strapping the stacks together, colour-marking and weighing the stacks. The weight of the stack and the marking system are according to customer requirements.
The finished smelts, packed and labelled according to customer requirements, are deposited in the finished goods warehouse. This stage concludes with the entry of each melt into the computer system, which supervises their issue according to FIFO.